


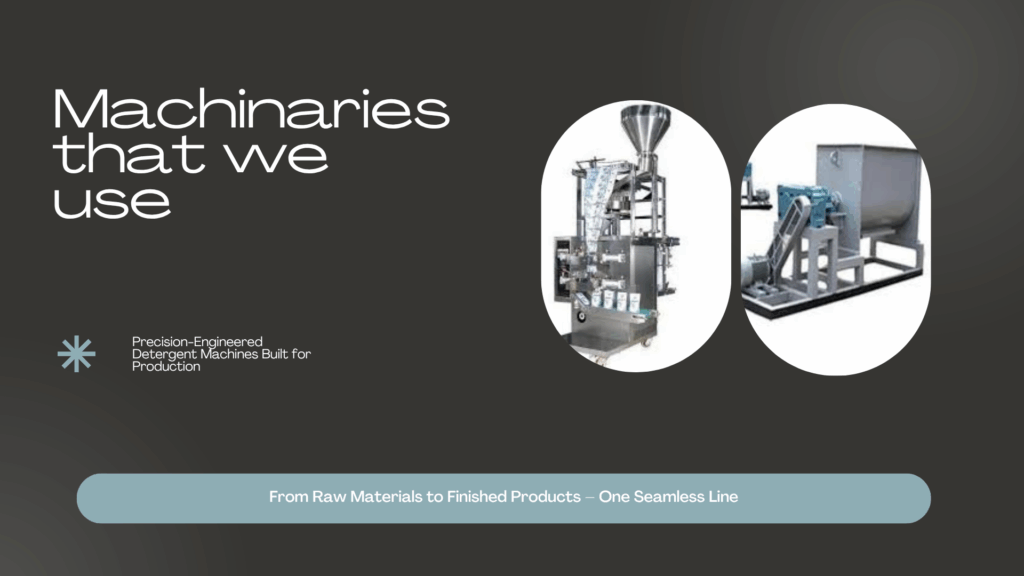

Heavy-Duty Construction
✔ Mild Steel Durability ✔ Corrosion-resistant coating ✔ Robust design for long-term use

High-Efficiency Performance
✔ Smooth & Continuous Operation ✔ Handles 3000 kg/hour capacity ✔ Minimal power consumption
Easy Maintenance
. ✔ Quick-Clean Design ✔ Replaceable buckets & belts ✔ Low downtime for servicing

Uniform Mixing Technology
✔ Perfect Homogeneity ✔ No dead zones for complete mixing ✔ Ideal for detergent powders & additives
Heavy-Duty Industrial Design
✔ Food-Grade Stainless Steel (or Mild Steel) ✔ Robust motor (300 HP/RPM) [add your specs] ✔ Weld-free interior for easy cleaning
Some Important points
✔ Variable Speed Control ✔ Timer-automated batches ✔ Safety lock system


Industrial-Grade Construction
✔ Food-grade 304 stainless steel contact parts ✔ Anti-vibration heavy iron base frame ✔ Dynamically balanced rotor for smooth operation
Smart Maintenance Design
✔ Tool-less disassembly for cleaning ✔ Screen-change in <5 minutes ✔ Oil-cooled motor for continuous operation
Smart Maintenance Design
✔ Tool-less disassembly for cleaning ✔ Screen-change in <5 minutes ✔ Oil-cooled motor for continuous operation

Precision Powder Filling
✔ ±1% Filling Accuracy (adjustable for 50g-5kg) ✔ Anti-static auger for sticky powders ✔ Touchscreen dose programming
Industrial-Grade Reliability
✔ 304 SS contact parts (food/pharma grade) ✔ IP65 protected servo motor ✔ 100+ cycles/minute capability

Quick-Change Flexibility
✔ Tool-less format changeover ✔ Auto-cleaning CIP system ✔ Recipe memory for 50+ products


End-to-End Automation
✔ 5,000-50,000 L/day modular capacity ✔ PLC-controlled batching with recipe memory ✔ Inline viscosity/pH monitoring
Precision Reaction Systems
✔ Jacketed SS316 reactors (±1°C control) ✔ Scraped-wall mixing for high-shear formulations ✔ Automated neutralization process
Flexible Packaging Options
✔ Rotary filling (200-5000ml range) ✔ Quick-change format adapters ✔ Leak-testing conveyor integration

COUNSULTATION
Click Above...

Braxo- OUR BRAND
Click Above...

TRAINING
Click Above...
Machinaries
Click Above...